Китайский завод производит двутавровые балки ASTM A36 A572, горячекатаные, оцинкованные, стальные, для колонн и других конструкций. В наличии.





ПРОЦЕСС ПРОИЗВОДСТВА ПРОДУКТА
Процесс производства стандартных двутавровых балок обычно включает следующие ключевые этапы:
Подготовка сырья: В качестве сырья для двутавровых балок обычно используются стальные заготовки. Эти заготовки очищаются и нагреваются для последующей обработки и формовки.
Горячая прокатка: Предварительно нагретые заготовки подаются в прокатный стан горячей прокатки. В прокатном стане заготовки прокатываются через множество валков, постепенно формируя поперечное сечение двутавровой балки.
Холодная обработка (опционально): В некоторых случаях для повышения точности и качества поверхности двутавровой балки горячекатаные двутавровые балки могут также подвергаться холодной обработке, такой как холодная прокатка и вытяжка.
Резка и окончательная обработка: После прокатки и холодной обработки двутавровые балки разрезаются и обрабатываются до требуемых заказчиком размеров и длины.
Обработка поверхности: Двутавровые балки очищаются и обрабатываются антикоррозийным составом для обеспечения качества поверхности и коррозионной стойкости.
Контроль качества и упаковка: Готовые двутавровые балки проходят контроль качества, включая проверку внешнего вида, точности размеров и механических свойств. После подтверждения соответствия требованиям, они упаковываются и отправляются заказчику.

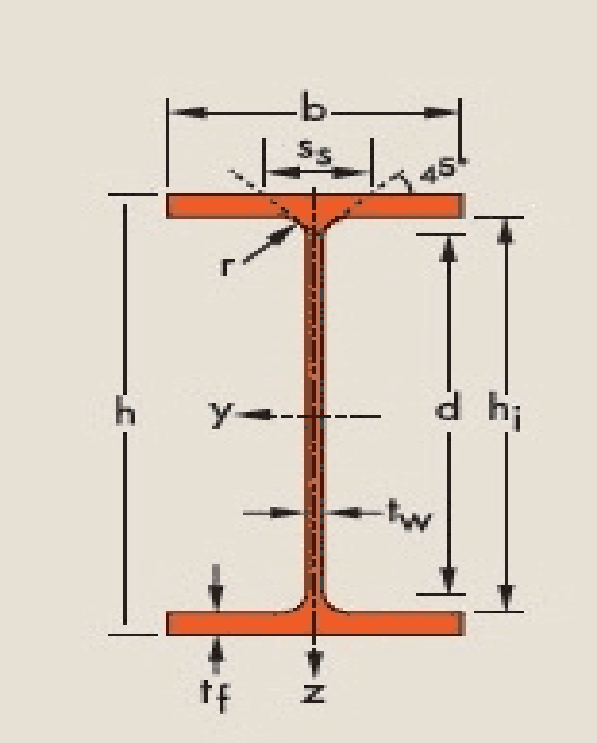
РАЗМЕР ИЗДЕЛИЯ
| Обозначение | Унт Масса кг/м) | Стандартный раздел размер mm | Секционный Ама (см² | |||||
| W | H | B | 1 | 2 | r | A | ||
| HE28 | AA | 61.3 | 264.0 | 280.0 | 7.0 | 10.0 | 24.0 | 78.02 |
| A | 76.4 | 270.0 | 280.0 | 80 | 13.0 | 24.0 | 97.26 | |
| B | 103 | 280.0 | 280.0 | 10.5 | 18.0 | 24.0 | 131.4 | |
| M | 189 | 310.0 | 288.0 | 18.5 | 33.0 | 24.0 | 240.2 | |
| HE300 | AA | 69.8 | 283.0 | 300.0 | 7.5 | 10.5 | 27.0 | 88.91 |
| A | 88.3 | 200.0 | 300.0 | 85 | 14.0 | 27.0 | 112.5 | |
| B | 117 | 300.0 | 300.0 | 11.0 | 19.0 | 27.0 | 149.1 | |
| M | 238 | 340.0 | 310.0 | 21.0 | 39.0 | 27.0 | 303.1 | |
| HE320 | AA | 74.3 | 301.0 | 300.0 | 80 | 11.0 | 27.0 | 94.58 |
| A | 97,7 | 310.0 | 300.0 | 9.0 | 15.5 | 27.0 | 124.4 | |
| B | 127 | 320.0 | 300.0 | 11.5 | 20.5 | 27.0 | 161.3 | |
| M | 245 | 359.0 | 309.0 | 21.0 | 40.0 | 27.0 | 312.0 | |
| HE340 | AA | 78.9 | 320.0 | 300.0 | 85 | 11.5 | 27.0 | 100.5 |
| A | 105 | 330.0 | 300.0 | 9.5 | 16.5 | 27.0 | 133.5 | |
| B | 134 | 340.0 | 300.0 | 12.0 | 21.5 | 27.0 | 170.9 | |
| M | 248 | 377.0 | 309.0 | 21.0 | 40.0 | 27.0 | 315.8 | |
| HE360 | AA | 83.7 | 339.0 | 300.0 | 9.0 | т2.0 | 27.0 | 106.6 |
| A | 112 | 350.0 | 300.0 | 10.0 | 17.5 | 27.0 | 142.8 | |
| B | 142 | 360.0 | 300.0 | 12.5 | 22.5 | 27.0 | 180.6 | |
| M | 250 | 395.0 | 308.0 | 21.0 | 40.0 | 27.0 | 318.8 | |
| HE400 | AA | 92.4 | 3780 | 300.0 | 9.5 | 13.0 | 27.0 | 117.7 |
| A | 125 | 390.0 | 300.0 | 11.0 | 19.0 | 27.0 | 159.0 | |
| B | 155 | 400.0 | 300.0 | 13.5 | 24.0 | 27.0 | 197.8 | |
| M | 256 | 4320 | 307.0 | 21.0 | 40.0 | 27.0 | 325.8 | |
| HE450 | AA | 99,8 | 425.0 | 300.0 | 10.0 | 13.5 | 27.0 | 127.1 |
| A | 140 | 440.0 | 300.0 | 11.5 | 21.0 | 27.0 | 178.0 | |
| B | 171 | 450.0 | 300.0 | 14.0 | 26.0 | 27.0 | 218.0 | |
| M | 263 | 4780 | 307.0 | 21.0 | 40.0 | 27.0 | 335.4 | |
| Обозначение | Единица Масса кг/м) | Стандартный секционный Димеризация (мм) | Раздела Область (см²) | |||||
| W | H | B | 1 | 2 | r | А | ||
| HE50 | AA | 107 | 472.0 | 300.0 | 10.5 | 14.0 | 27.0 | 136.9 |
| A | 155 | 490.0 | 300.0 | т2.0 | 23.0 | 27.0 | 197,5 | |
| B | 187 | 500.0 | 300.0 | 14.5 | 28.0 | 27.0 | 238.6 | |
| M | 270 | 524.0 | 306.0 | 21.0 | 40.0 | 27.0 | 344.3 | |
| HE550 | AA | т20 | 522.0 | 300.0 | 11.5 | 15.0 | 27.0 | 152.8 |
| A | 166 | 540.0 | 300.0 | т2.5 | 24.0 | 27.0 | 211.8 | |
| B | 199 | 550.0 | 300.0 | 15.0 | 29.0 | 27.0 | 254.1 | |
| M | 278 | 572.0 | 306.0 | 21.0 | 40.0 | 27.0 | 354.4 | |
| HE60 | AA | т29 | 571.0 | 300.0 | т2.0 | 15.5 | 27.0 | 164.1 |
| A | 178 | 500.0 | 300.0 | 13.0 | 25.0 | 27.0 | 226.5 | |
| B | 212 | 600.0 | 300.0 | 15.5 | 30.0 | 27.0 | 270.0 | |
| M | 286 | 620.0 | 305.0 | 21.0 | 40.0 | 27.0 | 363.7 | |
| HE650 | AA | 138 | 620.0 | 300.0 | т2.5 | 16.0 | 27.0 | 175.8 |
| A | 190 | 640.0 | 300.0 | т3.5 | 26.0 | 27.0 | 241.6 | |
| B | 225 | 660.0 | 300.0 | 16.0 | 31.0 | 27.0 | 286.3 | |
| M | 293 | 668.0 | 305.0 | 21.0 | 40.0 | 27.0 | 373.7 | |
| HE700 | AA | 150 | 670.0 | 300.0 | 13.0 | 17.0 | 27.0 | 190.9 |
| A | 204 | 600.0 | 300.0 | 14.5 | 27.0 | 27.0 | 260.5 | |
| B | 241 | 700.0 | 300.0 | 17.0 | 32.0 | 27.0 | 306.4 | |
| M | 301 | 716.0 | 304.0 | 21.0 | 40.0 | 27.0 | 383.0 | |
| HE800 | AA | 172 | 770.0 | 300.0 | 14.0 | 18.0 | 30.0 | 218.5 |
| A | 224 | 790.0 | 300.0 | 15.0 | 28.0 | 30.0 | 285.8 | |
| B | 262 | 800.0 | 300.0 | 17.5 | 33.0 | 30.0 | 334.2 | |
| M | 317 | 814.0 | 303.0 | 21.0 | 40.0 | 30.0 | 404.3 | |
| HE800 | AA | 198 | 870.0 | 300.0 | 15.0 | 20.0 | 30.0 | 252.2 |
| A | 252 | 800.0 | 300.0 | 16.0 | 30.0 | 30.0 | 320.5 | |
| B | 291 | 900.0 | 300.0 | 18.5 | 35.0 | 30.0 | 371.3 | |
| M | 333 | 910.0 | 302.0 | 21.0 | 40.0 | 30.0 | 423.6 | |
| HEB1000 | AA | 222 | 970.0 | 300.0 | 16.0 | 21.0 | 30.0 | 282.2 |
| A | 272 | 0.0 | 300.0 | 16.5 | 31.0 | 30.0 | 346.8 | |
| B | 314 | 1000.0 | 300.0 | 19.0 | 36.0 | 30.0 | 400.0 | |
| M | 349 | 1008 | 302.0 | 21.0 | 40.0 | 30.0 | 444.2 | |
ENH-Формованная сталь
Класс: EN10034:1997 EN10163-3:2004
Спецификация: HEA, HEB и HEM
Стандарт: EN
ФУНКЦИИ
Широкие фланцы: верхняя и нижняя частидвутавровые балки(Называемые «фланцами») очень широкие, с обычно параллельной внутренней и внешней поверхностями. Это обеспечивает им высокий модуль сечения и момент инерции по всей ширине, что приводит к исключительной прочности на изгиб.
Оптимальное распределение материала: Материал концентрируется в большей степени у полок, вдали от нейтральной оси. Такая конструкция оптимизирует использование материала при сохранении прочности, что приводит к более высокой несущей способности по сравнению с обычными двутавровыми балками того же веса.
Высокая несущая способность: благодаря оптимизированному поперечному сечению двутавровые балки способны выдерживать значительные вертикальные нагрузки и изгибающие моменты, что делает их идеальными для использования в качестве балок и колонн.
Превосходная устойчивость: широкие полки обеспечивают повышенную устойчивость, особенно при использовании в качестве элементов, работающих на сжатие (например, колонн), значительно повышая их сопротивление боковому изгибу и кручению по сравнению с обычными двутавровыми балками.
ПРОВЕРКА ПРОДУКЦИИ
H-образная балкаОсновные требования к проверке включают следующие аспекты:
Качество внешнего видаВнешний вид двутавровых балок должен соответствовать соответствующим стандартам и требованиям заказа. Поверхность должна быть гладкой и ровной, без видимых дефектов, таких как вмятины, царапины и ржавчина.
РазмерыДлина, ширина, высота, толщина стенки и толщина полки двутавровых балок должны соответствовать соответствующим стандартам и требованиям заказа.
СгибатьИзгиб двутавровых балок должен соответствовать соответствующим стандартам и требованиям заказа. Это можно определить путем измерения параллельности концов двутавровой балки или с помощью измерителя изгиба.
КрутитьИзгиб двутавровых балок должен соответствовать соответствующим стандартам и требованиям заказа. Это можно определить, измерив перпендикулярность сторон двутавровой балки или используя торсионный тензометр.
Отклонение весаВес двутавровых балок должен соответствовать соответствующим стандартам и требованиям заказа. Это можно определить путем взвешивания.
Химический составЕсли двутавровые балки требуют сварки или другой обработки, их химический состав должен соответствовать соответствующим стандартам и требованиям заказа.
Механические свойстваМеханические свойства двутавровых балок должны соответствовать соответствующим стандартам и требованиям заказа, включая предел прочности на растяжение, предел текучести и относительное удлинение. Неразрушающий контроль: Если для двутавровых балок требуется неразрушающий контроль, он должен проводиться в соответствии с соответствующими стандартами и техническими условиями заказа для обеспечения их высокого качества.
Упаковка и маркировкаУпаковка и маркировка двутавровых балок должны соответствовать соответствующим стандартам и техническим условиям заказа для облегчения транспортировки и хранения.
Мы поставляем балки ASTM W14x82, ASTM W30x132, ASTM W30x132, а также оказываем услуги по их монтажу.Изготовленная на заказ балка W8x40 H, Нестандартная балка W16x89 H.
В заключение, при проверке двутавровых балок следует в полной мере учитывать вышеуказанные требования, чтобы гарантировать соответствие их качества соответствующим стандартам и техническим условиям заказа, обеспечивая пользователей продукцией из двутавровых балок высочайшего качества.

ПРИМЕНЕНИЕ ПРОДУКТА
Внешний стандартсталь Н-образного профиляОни широко используются в строительстве и инженерной сфере, в том числе, помимо прочего, в следующих областях:
Строительная инженерия, мостостроение, машиностроение, судостроение, строительство стальных конструкций.

УПАКОВКА И ДОСТАВКА
Упаковка и транспортировка двутавровых балок с внешней маркировкой обычно осуществляется в соответствии со следующими этапами:
УпаковкаДвутавровые балки обычно упаковываются в соответствии со спецификациями заказчика для защиты их поверхности от повреждений. Распространенные методы упаковки включают в себя упаковку без упаковки, упаковку на деревянных поддонах и упаковку в пластик. Необходимо убедиться, что двутавровые балки не имеют царапин и следов коррозии во время упаковки.
МаркировкаЧетко обозначьте упаковку информацией о продукте, такой как модель, технические характеристики и количество, для удобства идентификации и хранения.
ЗагрузкаВо время погрузки и транспортировки убедитесь, что упакованные двутавровые балки защищены от столкновений и повреждений, чтобы предотвратить их деформацию.
ТранспортВыберите подходящий способ транспортировки, например, автомобильным или железнодорожным транспортом, исходя из требований заказчика и преодолеваемого расстояния.
РазгрузкаПо прибытии в пункт назначения аккуратно разгрузите груз, чтобы предотвратить повреждение двутавровых балок.
Хранение: Двутавровые балки следует хранить в сухом, хорошо проветриваемом складском помещении, чтобы избежать попадания влаги и других неблагоприятных воздействий.

СИЛЫ КОМПАНИИ

Часто задаваемые вопросы
1. Как я могу получить от вас ценовое предложение?
Вы можете оставить нам сообщение, и мы ответим на каждое сообщение в кратчайшие сроки.
2. Вы доставите товар вовремя?
Да, мы обещаем предоставлять продукцию высочайшего качества и доставлять её в срок. Честность — наш главный принцип.
3. Могу ли я получить образцы перед оформлением заказа?
Да, конечно. Обычно наши образцы бесплатны, мы можем изготовить продукцию по вашим образцам или техническим чертежам.
4. Каковы ваши условия оплаты?
Обычно мы используем следующие условия оплаты: 30% предоплата, остальная сумма — по предъявлении коносамента. Условия поставки: EXW, FOB, CFR, CIF.
5. Вы согласны на проведение проверки третьей стороной?
Да, безусловно, мы принимаем.
6. В чём заключается наше доверие к вашей компании?
Мы много лет специализируемся на сталелитейном бизнесе, являясь надежным поставщиком. Наш головной офис расположен в провинции Тяньцзинь. Приглашаем вас к сотрудничеству в любых вопросах.
Категории товаров
-

Двутавровая балка (HEA HEB) с профилем из стали EN H-образной формы.
-

Европейские стальные конструкции, стальные профили EN S27...
-

Конструкционная балка из углеродистой стали, профильная балка H-образной формы...
-

ASTM A572 S235jr Grade 50 150X150 W30X132 Wide ...
-

Стандартный размер EN, стальная двутавровая балка HEA HEB IPE 150#...
-

Поставщик пользуется большим спросом: низколегированная сталь Q355b 16mn S275j...