Консервирующая сталь Q235 Q345 A36 A572 HEA HEB HEM 150 Углеродистая сталь H/I балка





ПРОЦЕСС ПРОИЗВОДСТВА ПРОДУКТА
Процесс производства стандартных двутавровых балок обычно включает следующие ключевые этапы:
Подготовка сырья: В качестве сырья для двутавровых балок обычно используются стальные заготовки. Эти заготовки очищаются и нагреваются для последующей обработки и формовки.
Горячая прокатка: Предварительно нагретые заготовки подаются в прокатный стан горячей прокатки. В прокатном стане заготовки прокатываются через множество валков, постепенно формируя поперечное сечение двутавровой балки.
Холодная обработка (опционально): В некоторых случаях для повышения точности и качества поверхности двутавровой балки горячекатаные двутавровые балки могут также подвергаться холодной обработке, такой как холодная прокатка и вытяжка.
Резка и окончательная обработка: После прокатки и холодной обработки двутавровые балки разрезаются и обрабатываются до требуемых заказчиком размеров и длины.
Обработка поверхности:H-образная балкаПоверхность очищается и обрабатывается антикоррозийным составом для обеспечения качества и коррозионной стойкости.
Контроль качества и упаковка: Готовые двутавровые балки проходят контроль качества, включая проверку внешнего вида, точности размеров и механических свойств. После подтверждения соответствия требованиям, они упаковываются и отправляются заказчику.

РАЗМЕР ИЗДЕЛИЯ
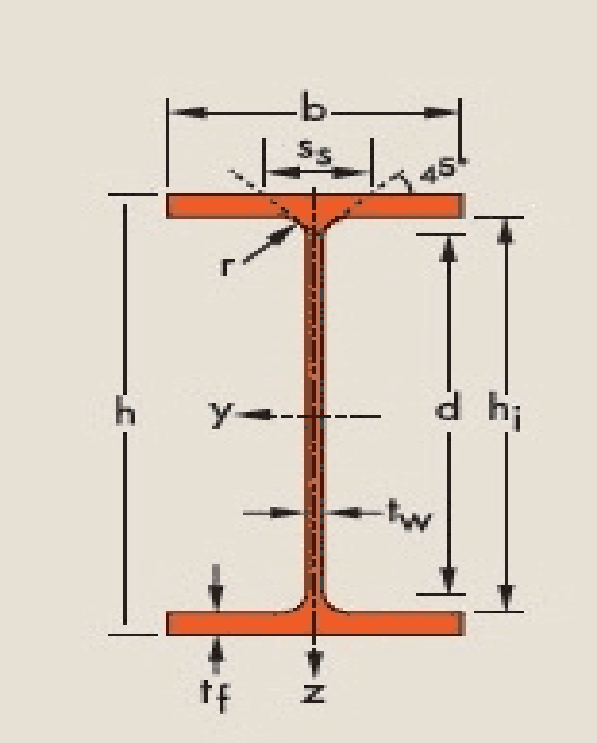
| Обозначение | Унт Масса кг/м) | Стандартный раздел размер mm | Секционный Ама (см² | |||||
| W | H | B | 1 | 2 | r | A | ||
| HE28 | AA | 61.3 | 264.0 | 280.0 | 7.0 | 10.0 | 24.0 | 78.02 |
| A | 76.4 | 270.0 | 280.0 | 80 | 13.0 | 24.0 | 97.26 | |
| B | 103 | 280.0 | 280.0 | 10.5 | 18.0 | 24.0 | 131.4 | |
| M | 189 | 310.0 | 288.0 | 18.5 | 33.0 | 24.0 | 240.2 | |
| HE300 | AA | 69.8 | 283.0 | 300.0 | 7.5 | 10.5 | 27.0 | 88.91 |
| A | 88.3 | 200.0 | 300.0 | 85 | 14.0 | 27.0 | 112.5 | |
| B | 117 | 300.0 | 300.0 | 11.0 | 19.0 | 27.0 | 149.1 | |
| M | 238 | 340.0 | 310.0 | 21.0 | 39.0 | 27.0 | 303.1 | |
| HE320 | AA | 74.3 | 301.0 | 300.0 | 80 | 11.0 | 27.0 | 94.58 |
| A | 97,7 | 310.0 | 300.0 | 9.0 | 15.5 | 27.0 | 124.4 | |
| B | 127 | 320.0 | 300.0 | 11.5 | 20.5 | 27.0 | 161.3 | |
| M | 245 | 359.0 | 309.0 | 21.0 | 40.0 | 27.0 | 312.0 | |
| HE340 | AA | 78.9 | 320.0 | 300.0 | 85 | 11.5 | 27.0 | 100.5 |
| A | 105 | 330.0 | 300.0 | 9.5 | 16.5 | 27.0 | 133.5 | |
| B | 134 | 340.0 | 300.0 | 12.0 | 21.5 | 27.0 | 170.9 | |
| M | 248 | 377.0 | 309.0 | 21.0 | 40.0 | 27.0 | 315.8 | |
| HE360 | AA | 83.7 | 339.0 | 300.0 | 9.0 | т2.0 | 27.0 | 106.6 |
| A | 112 | 350.0 | 300.0 | 10.0 | 17.5 | 27.0 | 142.8 | |
| B | 142 | 360.0 | 300.0 | 12.5 | 22.5 | 27.0 | 180.6 | |
| M | 250 | 395.0 | 308.0 | 21.0 | 40.0 | 27.0 | 318.8 | |
| HE400 | AA | 92.4 | 3780 | 300.0 | 9.5 | 13.0 | 27.0 | 117.7 |
| A | 125 | 390.0 | 300.0 | 11.0 | 19.0 | 27.0 | 159.0 | |
| B | 155 | 400.0 | 300.0 | 13.5 | 24.0 | 27.0 | 197.8 | |
| M | 256 | 4320 | 307.0 | 21.0 | 40.0 | 27.0 | 325.8 | |
| HE450 | AA | 99,8 | 425.0 | 300.0 | 10.0 | 13.5 | 27.0 | 127.1 |
| A | 140 | 440.0 | 300.0 | 11.5 | 21.0 | 27.0 | 178.0 | |
| B | 171 | 450.0 | 300.0 | 14.0 | 26.0 | 27.0 | 218.0 | |
| M | 263 | 4780 | 307.0 | 21.0 | 40.0 | 27.0 | 335.4 | |
| Обозначение | Единица Масса кг/м) | Стандартный секционный Димеризация (мм) | Раздела Область (см²) | |||||
| W | H | B | 1 | 2 | r | А | ||
| HE50 | AA | 107 | 472.0 | 300.0 | 10.5 | 14.0 | 27.0 | 136.9 |
| A | 155 | 490.0 | 300.0 | т2.0 | 23.0 | 27.0 | 197,5 | |
| B | 187 | 500.0 | 300.0 | 14.5 | 28.0 | 27.0 | 238.6 | |
| M | 270 | 524.0 | 306.0 | 21.0 | 40.0 | 27.0 | 344.3 | |
| HE550 | AA | т20 | 522.0 | 300.0 | 11.5 | 15.0 | 27.0 | 152.8 |
| A | 166 | 540.0 | 300.0 | т2.5 | 24.0 | 27.0 | 211.8 | |
| B | 199 | 550.0 | 300.0 | 15.0 | 29.0 | 27.0 | 254.1 | |
| M | 278 | 572.0 | 306.0 | 21.0 | 40.0 | 27.0 | 354.4 | |
| HE60 | AA | т29 | 571.0 | 300.0 | т2.0 | 15.5 | 27.0 | 164.1 |
| A | 178 | 500.0 | 300.0 | 13.0 | 25.0 | 27.0 | 226.5 | |
| B | 212 | 600.0 | 300.0 | 15.5 | 30.0 | 27.0 | 270.0 | |
| M | 286 | 620.0 | 305.0 | 21.0 | 40.0 | 27.0 | 363.7 | |
| HE650 | AA | 138 | 620.0 | 300.0 | т2.5 | 16.0 | 27.0 | 175.8 |
| A | 190 | 640.0 | 300.0 | т3.5 | 26.0 | 27.0 | 241.6 | |
| B | 225 | 660.0 | 300.0 | 16.0 | 31.0 | 27.0 | 286.3 | |
| M | 293 | 668.0 | 305.0 | 21.0 | 40.0 | 27.0 | 373.7 | |
| HE700 | AA | 150 | 670.0 | 300.0 | 13.0 | 17.0 | 27.0 | 190.9 |
| A | 204 | 600.0 | 300.0 | 14.5 | 27.0 | 27.0 | 260.5 | |
| B | 241 | 700.0 | 300.0 | 17.0 | 32.0 | 27.0 | 306.4 | |
| M | 301 | 716.0 | 304.0 | 21.0 | 40.0 | 27.0 | 383.0 | |
| HE800 | AA | 172 | 770.0 | 300.0 | 14.0 | 18.0 | 30.0 | 218.5 |
| A | 224 | 790.0 | 300.0 | 15.0 | 28.0 | 30.0 | 285.8 | |
| B | 262 | 800.0 | 300.0 | 17.5 | 33.0 | 30.0 | 334.2 | |
| M | 317 | 814.0 | 303.0 | 21.0 | 40.0 | 30.0 | 404.3 | |
| HE800 | AA | 198 | 870.0 | 300.0 | 15.0 | 20.0 | 30.0 | 252.2 |
| A | 252 | 800.0 | 300.0 | 16.0 | 30.0 | 30.0 | 320.5 | |
| B | 291 | 900.0 | 300.0 | 18.5 | 35.0 | 30.0 | 371.3 | |
| M | 333 | 910.0 | 302.0 | 21.0 | 40.0 | 30.0 | 423.6 | |
| HEB1000 | AA | 222 | 970.0 | 300.0 | 16.0 | 21.0 | 30.0 | 282.2 |
| A | 272 | 0.0 | 300.0 | 16.5 | 31.0 | 30.0 | 346.8 | |
| B | 314 | 1000.0 | 300.0 | 19.0 | 36.0 | 30.0 | 400.0 | |
| M | 349 | 1008 | 302.0 | 21.0 | 40.0 | 30.0 | 444.2 | |
ENH-Формованная сталь
Класс: EN10034:1997 EN10163-3:2004
Спецификация: HEA, HEB и HEM
Стандарт: EN
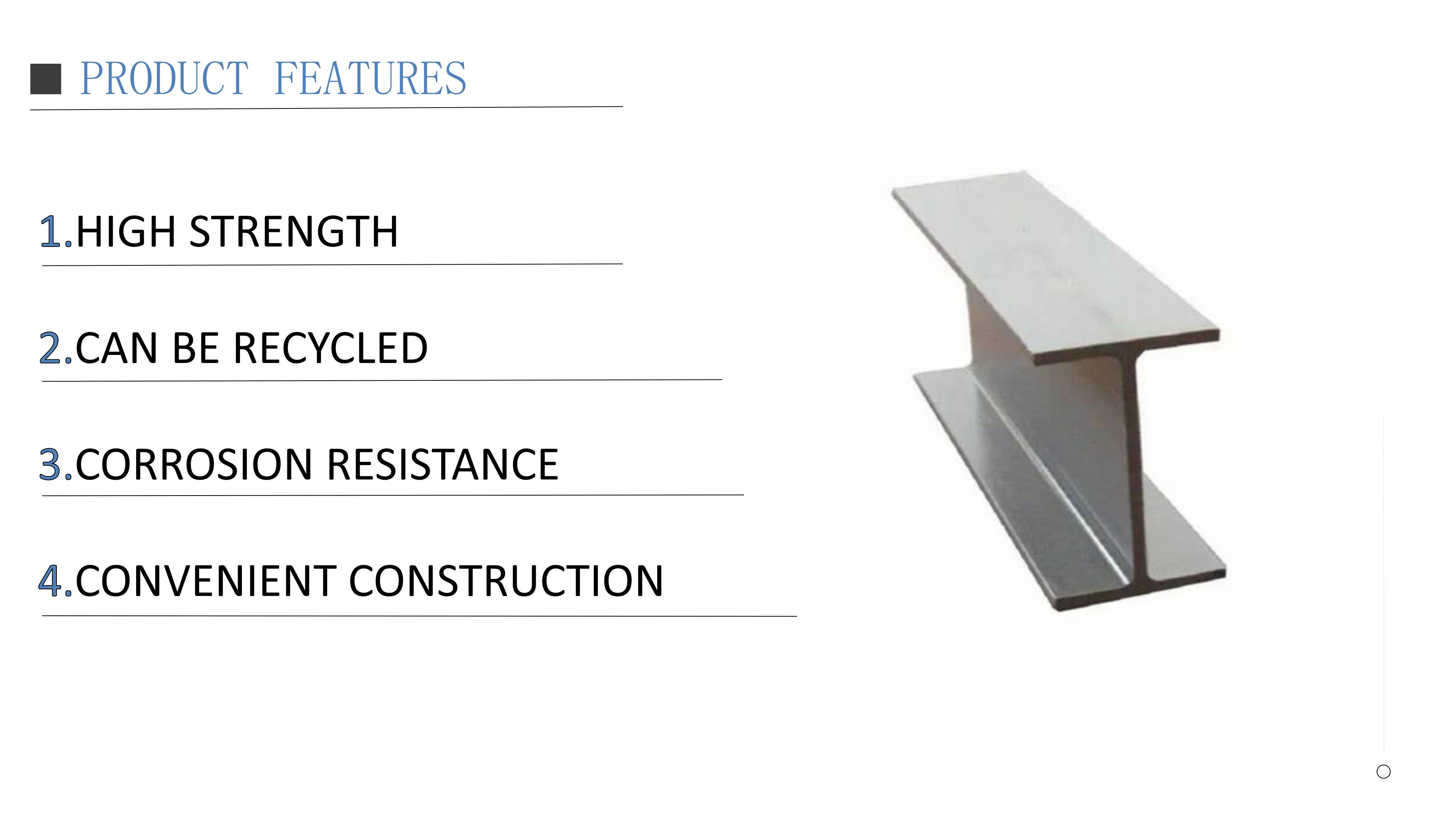
ФУНКЦИИ
Высокая прочность: Конструкция поперечного сечения двутавровых балок обеспечивает высокую прочность на изгиб и несущую способность, что делает их пригодными для конструкций с большими пролетами и для работы с тяжелыми нагрузками.
Высокая устойчивость: Конструкция поперечного сечения двутавровых балок обеспечивает превосходную устойчивость при сжатии и растяжении, способствуя структурной стабильности и безопасности.
Простота монтажа: конструкция двутавровых балок обеспечивает простоту соединения и установки во время строительства, что способствует ускорению и повышению эффективности проекта.
Высокая эффективность использования ресурсов: конструкция двутавровых балок позволяет в полной мере использовать свойства стали, сокращает количество отходов материалов и способствует сохранению ресурсов и защите окружающей среды.
Широкий спектр применения: двутавровые балки подходят для различных строительных конструкций, мостов, машиностроения и других областей, и имеют широкие перспективы применения.
В целом, внешний стандартW-образная балкаСтальные профили характеризуются высокой прочностью, хорошей стабильностью и простотой изготовления, что делает их важным конструкционным стальным материалом, широко используемым в различных областях техники.
ПРОВЕРКА ПРОДУКЦИИ
Требования к проверке стальных конструкций Н-образного профиля
-
Появление:Поверхность должна быть гладкой, ровной и без вмятин, царапин, ржавчины или других дефектов.
-
Размеры:Длина, ширина, высота, толщина стенки и фланца должны соответствовать стандартам и техническим условиям заказа.
-
Кривизна:Концы должны быть параллельны; изгиб можно измерить с помощью измерителя изгиба.
-
Крутить:Боковые стороны должны быть вертикальными; проверьте это с помощью измерителя скручивания.
-
Масса:Отклонение по весу должно соответствовать стандартам; проверку следует проводить путем взвешивания.
-
Химический состав:Должны соответствовать стандартам сварки или дальнейшей обработки.
-
Механические свойства:Включает в себя предел прочности на растяжение, предел текучести, относительное удлинение и т. д. в соответствии со стандартами.
-
Неразрушающий контроль (НК):Требуется для внутренней проверки качества, если это указано.
-
Упаковка и маркировка:Необходимо соблюдать стандарты, обеспечивающие безопасную транспортировку и хранение.
Краткое содержание:Комплексная проверка гарантирует соответствие стальных профилей H-образного сечения всем стандартам и требованиям заказа, обеспечивая пользователей высококачественной и надежной продукцией.

ПРИМЕНЕНИЕ ПРОДУКТА
Стандартная двутавровая балка с наружным креплением широко используется в гражданском и машиностроительном строительстве, в частности, в следующих областях (список не исчерпывающий): проектирование строительных конструкций, мостостроение, машиностроение, судостроение, строительство стальных конструкций.

УПАКОВКА И ДОСТАВКА
Упаковка и доставка двутавровых балок.
Упаковка: Упаковка двутавровых балок осуществляется в соответствии с требованиями заказчика и может быть выполнена без упаковки, на деревянных поддонах, в пластиковой упаковке и т.д., чтобы избежать царапин и ржавчины.
Маркировка: Информация о продукте — модель, характеристики, количество — четко указана для удобства комплектации и учета.
Загрузка: Убедитесь, что при загрузке отсутствуют столкновения или выдавливания.
Транспорт: Выберите подходящий вид транспорта (грузовик, поезд и т. д.) в зависимости от расстояния и ваших потребностей.
Разгрузка: Будьте осторожны при разгрузке, чтобы избежать повреждений.
Условия хранения: Хранить в сухом и хорошо проветриваемом месте, избегать влаги и ржавчины.

СИЛЫ КОМПАНИИ

Часто задаваемые вопросы
В: Вы являетесь производителем?
А: Да, мы являемся производителем. У нас есть собственный завод, расположенный в городе Тяньцзинь, Китай.
В: Могу ли я разместить пробный заказ всего на несколько тонн?
А: Конечно. Мы можем отправить вам груз с помощью услуги LCL (загрузка меньшего контейнера).
В: Образец бесплатный?
А: Образцы предоставляются бесплатно, но стоимость доставки оплачивает покупатель.
В: Вы являетесь поставщиком золота и предоставляете услуги по обеспечению торговой гарантии?
А: Мы являемся золотым поставщиком уже семь лет и принимаем гарантии торговой сделки.
Категории товаров
-

HEA HEB H-образный профиль балки из конструкционной углеродистой стали...
-

Оптовые цены на сборные стальные балки H-образного профиля...
-

Конструкционная балка из углеродистой стали, профильная балка H-образной формы...
-

EN S235JR/S275JR/S355JR HEA/HEB HEA120/HEA180/H...
-

Европейские стальные профили для стальных конструкций EN S50...
-

Европейские стальные конструкции, стальные профили EN S27...